
Welding Titanium: Techniques for success!
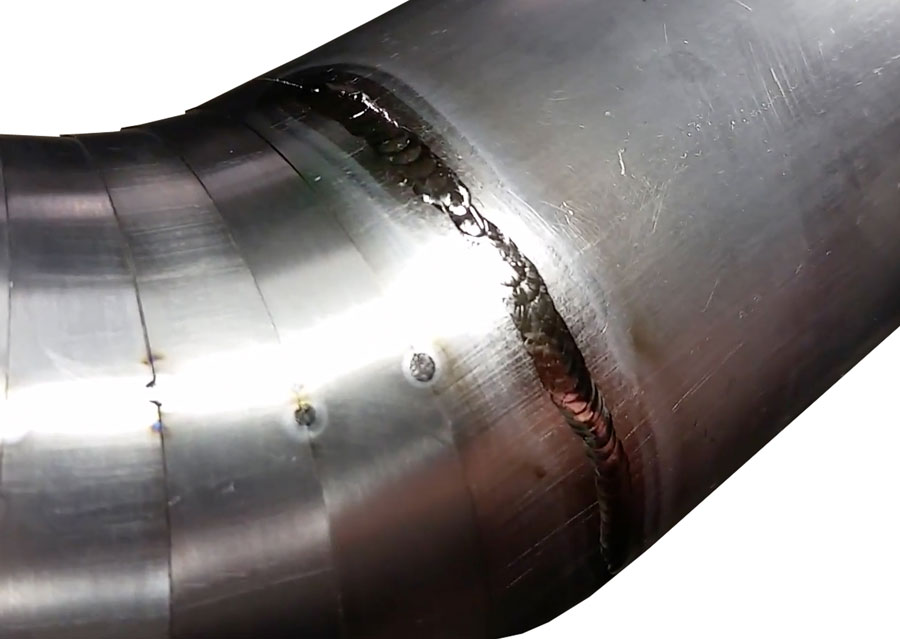
Welding Titanium: Titanium is a reactive metal. When it is heated during welding it will react with oxygen that surrounds it, forming oxidised welds, which will lead to loss of corrosion resistance properties. In many industries today, this is no longer acceptable. Oxidised welds will be rejected, causing unnecessary rework.
Weld Purging of Titanium:
At least three major elements are crucial in Weld Purging Technology to make successful titanium welds.
1.0 A good source of Weld Purge Gas
Welding gas suppliers all have special high quality grades of argon, which is the most widely recommended gas for back purging titanium. Typical grades are 99.9995% which is 5 parts per million of impurities, including oxygen.
2.0 Use a Weld Purge Monitor®
Initially, use your Weld Purge Monitor® to check your argon or helium gas supply to ensure that the oxygen content is lower than 10 ppm.
Part of the correct weld purging procedure is to ensure that the oxygen level in the exiting/exhausting weld purge gas is held at 50 parts per million or lower and maintained throughout the weld.

This is best achieved by using a Weld Purge Monitor® that can measure down to at least 50 parts per million and one that preferably can switch the weld set off or send out a warning signal in the event of oxygen levels rising too high.
The titanium welding process should not begin until the oxygen level in the exiting/exhausting weld purge gas is shown accurately to be about 10 ppm.
The titanium joint being welded must continue to be purged after welding has finished until the temperature drops below 420ºC (800°F) approximately.
3. Protect your weld
Use a Trailing Shield or use an Enclosure and in the case of pipework, use a properly designed and manufactured inflatable pipe purging system.

It is important to protect your weld from oxygen. For small parts, it is best to weld inside a properly designed and manufactured low cost Flexible Welding Enclosure. This will guarantee the oxygen level surrounding the weld can be purged out to a sufficiently low level.


For the outside of titanium tube and pipe welds, even the largest of gas cups are not large enough to stop the weld from oxidising. The addition of a Weld Trailing Shield® will ensure the weld is kept under an additional coverage of inert gas while the weld is cooling.
More information on Welding Titanium can be found on our Technical Papers section.