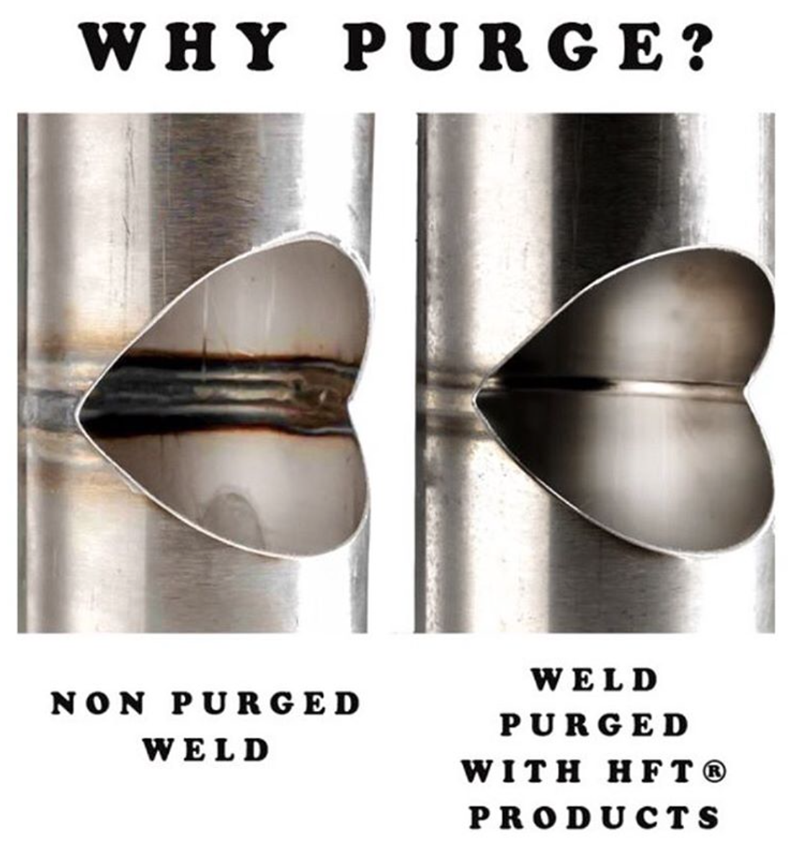
What is ‘ Weld Purging ’ (back purging)? When certain metals such as stainless steel, titanium and zirconium are welded, the weld zone needs to be to be in an inert environment, free from oxygen. This is to prevent the metals metallic elements combining with oxygen to form undesirable compounds. These compounds will lead to reduction in corrosion resistance and possibly metallurgical defects.
Ron Sewell, Chairman for Huntingdon Fusion Techniques HFT ® and Vacuum Physicist said: “Weld Purging is necessary to reduce the oxygen content below 50 parts per million so that the weld surfaces and the adjacent hot metal doesn’t oxidise and thereby cause loss of corrosion resistance and metallurgical imperfections.”
When to ‘Weld Purge’? The list of industries that fall within the Weld Purging category is endless! Lets take a look at some examples.
Food and Beverage: When stainless steel tubes and pipes in the food and beverage industry are welded, the welds need to be made in an inert environment. If there were oxygen present, the weld would be heavily oxidised, discoloured and uneven causing bacteria traps that potentially will contaminate the product being passed through the pipe. Thus costing the company a significant amount of money in cut outs and re-welding.
Titanium Bicycle Frames, Racecar and Airplane parts: Because of its metallurgical properties, titanium must be welded in an extremely low oxygen environment, down to 10 ppm or less.
In order to prevent titanium joints from cracking all products needing to be joined must be welded in an inert environment as low as 10 ppm. Usually inside a welding enclosure, which ensures all aspects of the part are surrounded by argon.
Which Products to use for ‘Weld Purging’: Huntingdon Fusion Techniques HFT ® has a vast range of Weld Purging Products available for every application. Our range of Tube, Pipe and Pipeline Weld Purging Systems is available from 1” up to 96”. We also design and manufacture Flexible Welding Enclosures ®, Weld Trailing Shields ®, Weld Backing Tape ®, Weld Purge Film ® Kits, Weld Purge Plugs ™ etc.

Measuring the ‘Weld Purge Quality’: Huntingdon Fusion Techniques HFT ®’s Family Range of PurgEye ® Weld Purge Monitors with PurgeNet™ measure from atmospheric levels, to as low as 1 parts per million (ppm) (highly accurate to 10 ppm). Oxygen Monitors / Oxygen Analyzers are not sufficient for Weld Purging.
All of our products are designed and manufactured in the UK, with scientific research invested, we do not sacrifice on quality. We guarantee to help you achieve zero colour welds, time and time again.
For more on the topic of Weld Purging, visit our Wikipedia page.