Tungsten Electrode: They are one of the most important consumables for all Tungsten Inert Gas (TIG) Welding.
Careful selection and preparation can lead to an increase in electrode life and better welds.
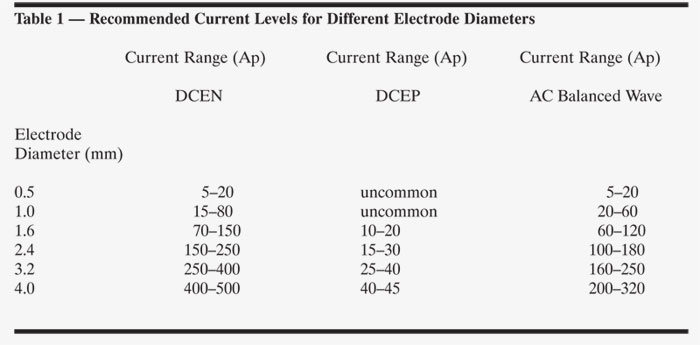
1. Choose the right diameter
Table 1 can be used to determine the electrode diameter best suited to the welding current you are using.
2. Choose a reputable supplier
Tungsten Electrodes can look the same. Higher cost also often means high quality. The better electrodes have been manufactured to ensure a small grain structure that allows for better migration of oxides to the tip, easier arc starting, improved arc time and better weld quality.
3. Choose the right colour
Tungsten Electrodes are categorized by their tip colour.

For many years, manufacturers have been adding residual compounds to offer improved performance. Additions of stable oxides such as thoria, ceria, and lanthana provide the same level of emission as pure tungsten at lower temperatures, while improving arc time and stability.
Ceria stabilized. Ceria electrodes are good for low-current, DC, orbital tube, pipe, and thin-sheet applications. This formula has low-current capacity but offers low arc ignition and good arc stability.
Thoriated Tungsten Electrodes. It is now clear that thoria, although promoting better welding, is low-level radio-toxic and many manufacturers and welders have stopped using it because of the health concerns.
Pure Tungsten has a high work function, i.e., it takes a great deal of energy to operate. This makes it difficult to start and maintain a stable arc. It also has a high burn-off rate and thus a shorter service life.
Lanthanated Tungsten Electrodes are a nontoxic alternative to thoria-stabilized products. They offer excellent ignition and re-ignition properties and good service life.
Zirconia stabilized. Zirconia is used for radiographic-quality welding where tungsten contamination must be minimized. It balls up easily in AC applications, but has good arc starting and current- carrying capacity.
E3 is made from a combination of 3 oxides and is not radio-toxic, like thoriated tungsten. E3 runs cooler than other types of tungsten electrode and provides fast, consistent arc starts. It is capable of performing in both AC and DC welding applications.
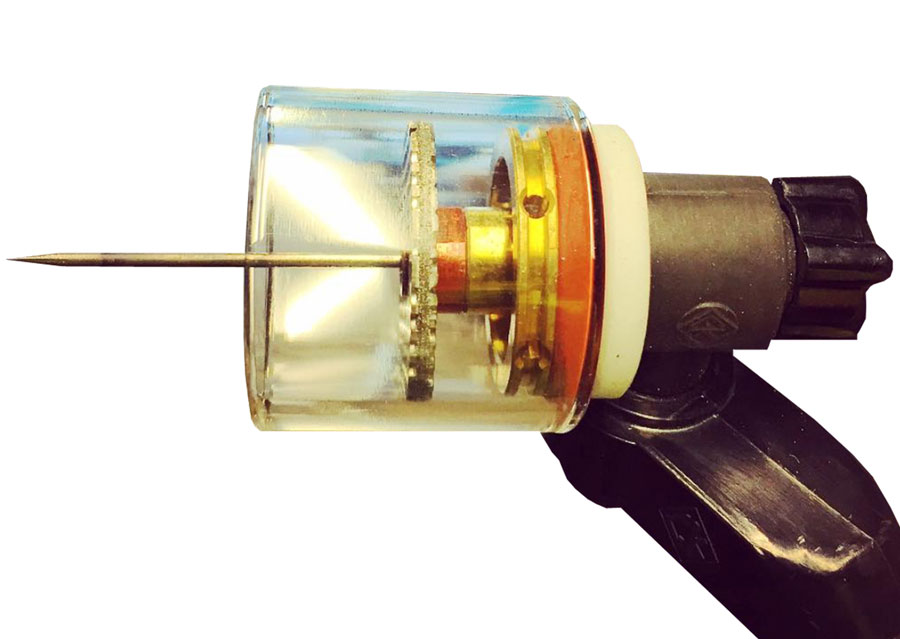
4. Choose the best Tungsten Electrode Grinder
Correctly preparing each Tungsten Electrode for welding is crucial. It is one of the most important variables in TIG / GTA welding and each Tungsten Electrode must be ground properly to improve arc starting, stability and subsequently weld quality.
A standard bench grinder just isn’t good enough. Cross contamination from other operations to the electrode surface can introduce impurities, which materially affect the welding process. Furthermore, an uneven wheel will produce a poorly shaped electrode tip.
Choose a grinding machine that has been designed specifically for electrode preparation and use it only for this purpose.
Select one with robust performance to cover the entire range of diameters to be used.
A diamond wheel is preferred and the operation should ensure that any grinding marks are parallel to the length: electrons flow along a surface and become erratic if they encounter cross-grinding marks.
Ensure that an angle-setting jig is provided (0–90 deg) and extraction facilities are available to remove any radio-toxic dust safely.
Repeatability is a must if consistency of weld deposition is to be realized and this is where the advantages of employing a tungsten tip grinding machine start to be appreciated.
The alternative of manual preparation by the welder brings with it the probability not only of inconsistent geometry from electrode to electrode but the introduction of significant deviations from the optimum.
MultiStrike® Tungsten Electrodes
Recognising both the performance requirement and the risk to health posed by thoriated tungsten electrodes, Huntingdon Fusion Techniques HFT®’s MultiStrike® Tungsten Electrodes not only deliver an increased performance, they also reduce the risk to health.
MultiStrike® Tungsten Electrodes contain a mix of non-radio-toxic rare earth compounds, which dramatically lower the working temperature of the tungsten electrode, making it longer lasting. MultiStrikes® can be used for welding aluminium with the AC process as well as steels and alloys with the DC process, which allows the welder to have just one type of tungsten electrode to weld all materials and reduce the amount of stocks and purchasing requisitions.
